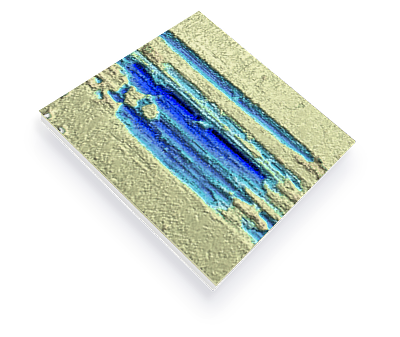
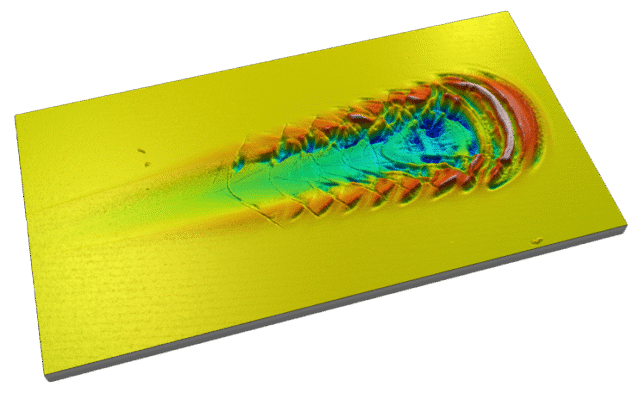
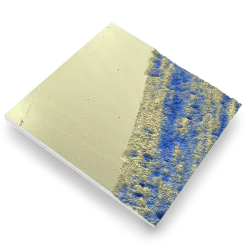
3D Imaging
Combine 4 imaging modes in one head. It requires only one mouse click to alternate between the different imaging modes. Image any surface with ease – transparent, flat, dark, flat, curved, and more.
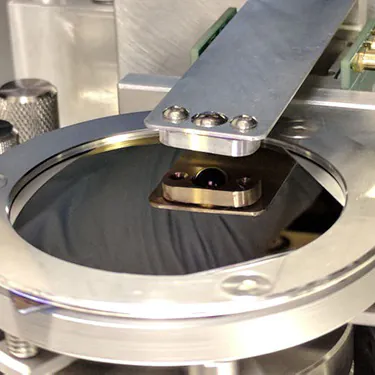
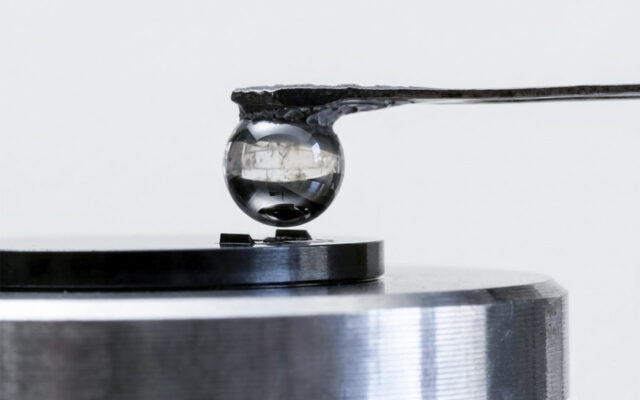
4-Ball Wear Tester
Rtec Four Ball Tester with automatic loading and in-line torque measurement delivers precise extreme pressure (EP), wear, and friction testing for greases, oils, and lubricants. Designed for ASTM-compliant evaluation, it provides accurate, repeatable results for lubricant development, additive performance, quality control, and tribology research across demanding industrial applications.
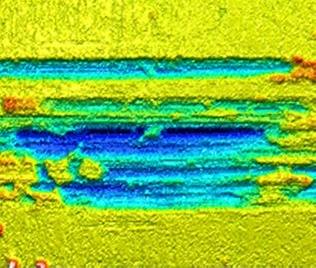
Automotive 3D Imaging
Combine 4 imaging modes in one head. It requires only one mouse click to alternate between the different imaging modes. Image any surface with ease – transparent, flat, dark, flat, curved, and more.
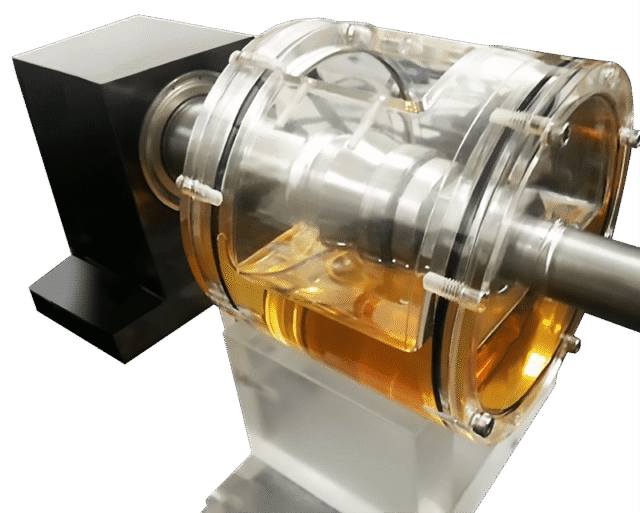
Bearings
Characterize bearings, grease, coatings, washers, rings, and shafts. Wide loads, speed, and environmental controlled conditions. Rtec Instruments block on ring test setup allows several ASTM, DIN, ISO and non standard tests .

Bio Tribometer
From orthopedic implants to soft tissues, cosmetics, and medical devices, the Rtec Biotribometer delivers versatile, high-precision biotribology testing under realistic physiological conditions, accelerating innovation across diverse biomedical applications.

Brake Testing
Rtec Instruments’ brake screening tester provides tribological analysis of quick rotor and brake materials by measuring friction and wear. The brake tester comes with ultra high torque motors. Combined with a patented in-line profilometer, wear quantification of both brake and rotor surface change vs number of cycles, speed, and loads is possible. Perform both automotive standard tests (SAE J2522) and custom test procedures cost effectively on brake pads, frictional materials, and more.
Catheter Friction Tester
Rtec Instruments all-in-one Catheter Friction Tester provides unmatched capacitive force sensing technology. Integrated with surface inspection, quantify catheter lubricity, insertion, push, navigation forces, and more.
Coatings
Several applications require coated metal surfaces. Based on the coating process or the metal surface, the end results can be very different. Rtec Instrument provides solutions to characterize coating adhesion, scratch hardness, scratch resistance, wear, durability, fretting, roughness, corrosion resistance, and abrasion resistance. We provide tests at nano, micro and macro scales across a variety of temperatures and conditions.

Custom Industrial Development
Rtec Instruments offers several industry application solutions. We are always keen on helping the industry to get solutions to the problems they encounter. Few development examples include: Brake Screening, Superlubricity, Compressor 200 psi test, Rapid timken tester, Rapid 4 Ball tester, Thermal Spray coating tester, Optical lens testing, and much more.
Cutting Tool Tribology
Test cutting tools, inserts, metalworking fluids, taps, coatings, materials, and more on same platform. Study machining process using cutting tool tribology modules mounted on our tribometer platform.

Dental
Rtec Instruments provides several biomaterial quality control and research solutions for the dental industry. Study life of dental materials, implant torque strength, wear between two tooth surfaces, effect of toothbrush on dental materials, and image surface change vs time. Test one or multiple samples at the same time. The profilometer provides tooth surface imaging with ease.
Electric Vehicle Lubricant Screening and Development
Rtec Instruments offers cutting-edge solutions for electric vehicle lubricant testing to meet the growing demands of the EV industry. Compare lubricant regimes and precisely measure impedance against varying linear velocities with in-depth testing of wear, friction, and different lubrication regimes under high loads, speeds, and temperatures. Ensure your EV lubricants can withstand the unique stresses of electric powertrains. With Rtec’s advanced capabilities, manufacturers can optimize EV components’ performance, efficiency, durability, and longevity.

Electric Vehicle Tribology
At Rtec Instruments, we specialize in electric vehicle tribology — the study and testing of friction, wear, and lubrication in electric and hybrid vehicle systems. Furthermore, with our cutting-edge tribology equipment for electric vehicles, we empower automotive engineers and researchers to optimize durability, efficiency, and performance in electrified drivetrains.
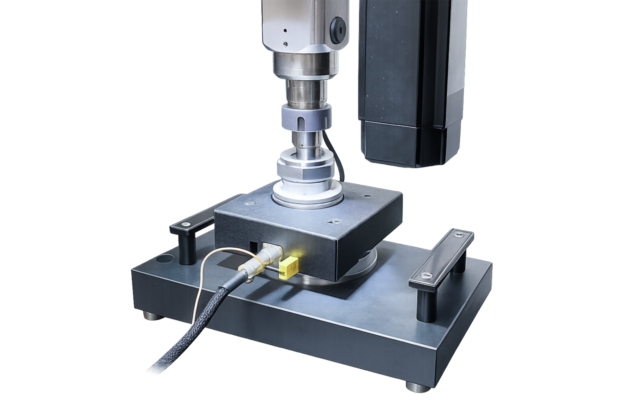
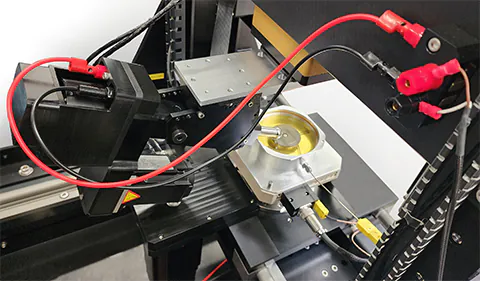
Electrical Connector Fretting Wear Tester
Rtec Instruments Electrical Connector Fretting Wear Tester provides simultaneous real-time current, voltage, wear, and friction monitoring with automated analysis for electrical connector durability, reliability, and performance. Ideal for connector qualification, lubricant evaluation, materials research, and product development, delivering accurate, repeatable tribological data for longer service life and improved electrical reliability.

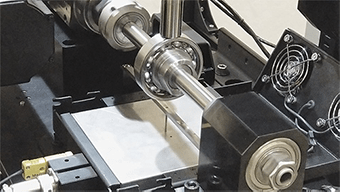
Engine Tribology & Surface Characterization
Rtec Instruments provides comprehensive tribology and surface characterization solutions for engine development, validation, and quality control. Measure friction, wear, adhesion, roughness, fretting, hardness, and coating performance under realistic operating conditions. Evaluate piston ring–cylinder liner friction and wear at engine speeds on a laboratory scale, characterize engine oils and fuel additives using HFRR and SRV testing, assess DLC and advanced coating adhesion with precision scratch testing, and investigate fretting damage in bearings, splines, and other engine components subjected to cyclic vibration. Our solutions help engineers optimize efficiency, durability, reliability, and lubricant performance while accelerating product development.
Fretting
Fretting wear occurs when two contacting surfaces experiencing oscillatory displacement of small amplitude. Rtec-Instruments provides voice coil based fretting tester that can control stroke from 10 microns to 4 mm, and frequencies up to 300 Hz. Test the fretting failure under controlled environmental conditions.
Fretting and Wear Resistance
Our tribometers and fretting testers provide unequaled specifications for stroke and frequency in the industry. Controlled stroke from 5 microns at 500 Hz frequency across a wide temperature range makes it an ideal fretting wear tester for both automotive industrial quality control and university research.

Fretting Wear Test
The central role of polymers in the development of functional materials is fueled by advanced production of well-defined and optimized polymers. To study degradation due to fretting, wear, and corrosion, Rtec Instruments provides unequaled specifications for fretting tester. Our fretting testers provide controlled strokes from 5 microns to several mm, up to 500 Hz frequency. All can be performed during a variety of controlled environmental conditions.
Friction and Wear
The understanding of friction of polymers is of increasing importance because of the various new applications across several industries, such as healthcare, automotive, aerospace, and consumer goods. Perform tribology, friction, and wear studies of coatings, materials and finished components under a wide test load range, motion, and various controlled environmental conditions.
Friction, Wear Resistance, Perception, Touch
Perform tribology, friction, and wear studies of glass and optical surfaces with various coatings. Quantify perception, touch, static, and dynamic coefficient of friction under a wide test load range, motion, and controlled environmental conditions.
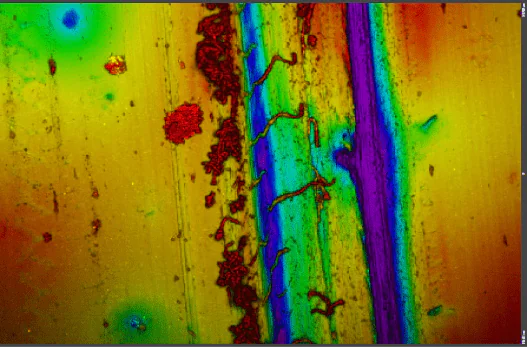
Hard Coatings 3D Imaging
Combine 4 imaging modes in one head. It requires only one mouse click to alternate between the different imaging modes. Image any surface with ease – transparent, dark, flat, curved, and more.

High Temperature Tribology & Surface Testing
High-temperature tribology testing up to 1200°C on the versatile multi-function tribometer. Characterize the tribological performance of greases, lubricants, coatings, and engineered surfaces under extreme conditions. Perform ASTM, DIN, ISO, or custom test methods with precise control, delivering accurate, repeatable data for R&D, quality control, and advanced materials development and validation.

Hot Hardness Tester
High-temperature hardness testing up to 1000°C in a controlled inert atmosphere for automated multi-sample analysis. Evaluate hot hardness, temperature-dependent material performance, and coating durability with precise, repeatable measurements. Ideal for metals, ceramics, superalloys, and advanced materials, delivering faster testing, higher productivity, and reliable results for R&D and quality control.

Low Temperature Tribometer
Several low temperature tribology, friction, and wear test modules (cryogenic and non-cryogenic) are furthermore available with our tribometer platforms.

Lubricant Tribology Testing
Rtec-Instruments’ precision tribometers and traction testers set the standard for lubricants tribology and sustainable lubricant testing. Our systems empower engineers and researchers to measure friction and wear, optimize lubricant, oil, grease, and additive performance, and accelerate innovation in next-generation lubrication systems.
Marr Resistance, Scratch Adhesion of Paint, Coatings
The automotive industry has extensively used composite coatings for automotive body panels. Faced with environmental challenges, top level coatings require high clarity and gloss to achieve the desired visual effect over long periods of time. Study marr resistance, scratch adhesion, scratch hardness, durability, wear resistance at nano, micro, and macro scale.
Metal Working, Cutting tools
Characterize metal working, forming fluids, additives, and lubricants. Rtec Instruments offers tapping torque test, CNC simulator, and cutting tool test setups that simulate actual life processes under lab conditions.
Nano Tribometer
Nano Tribometer for ultra-low friction and wear testing in rotary and linear modes. Patented capacitive sensors deliver 0.001 coefficient of friction (COF) resolution for unmatched accuracy. Ideal for coatings, MEMS, lubricants, polymers, biomaterials, and advanced materials research, enabling precise tribological characterization, product development, and quality control.
Oil, Lubricant, Additives Testing
Test oil, lubricants, additives, grease, and more using several ASTM, DIN, ISO standards. Test several standard and customized tests across a wide range of load, speeds, test temperatures. These can be rotary, block on ring, 4 ball, SRV, HFRR, MTM, linear reciprocating, EP wear modes, and more.
Oil, Lubricant, Additives, Grease
Test oil, lubricants, additives, grease using several ASTM, DIN, ISO standards. Carry out standard and customized tests across a wide range of load, speeds, and test temperature. Rotary, block on ring, mini traction testing, 4 ball, SRV, HFRR, linear reciprocating, and EP wear modes are available.
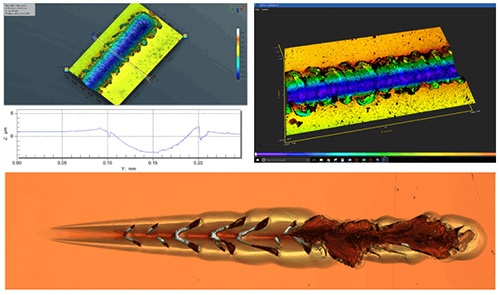
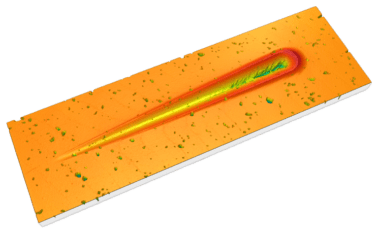
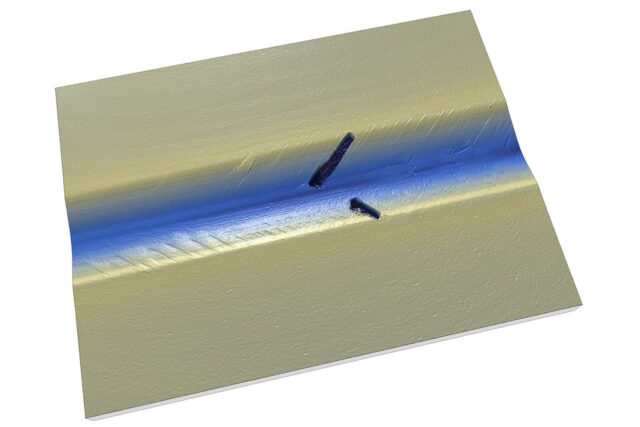
Optics and Glass 3D Imaging
Analyze transparent, curved or flat glass, optical, screen, coated surfaces with ease. Characterize the roughness, defects, scratches, and features using our unique optics technology. Our one-of-a-kind universal profiler combines 4 imaging modes (confocal, interferometer, dark field and bright field) in one head. This provides measurement of any surfaces on the same platform.
Quality Control of Hard Coatings by Scratch Testing
Rtec Instruments’ Indentation and Scratch Tester can detect minute substrate or coating changes very precisely – perfecting quality control of hard coatings.
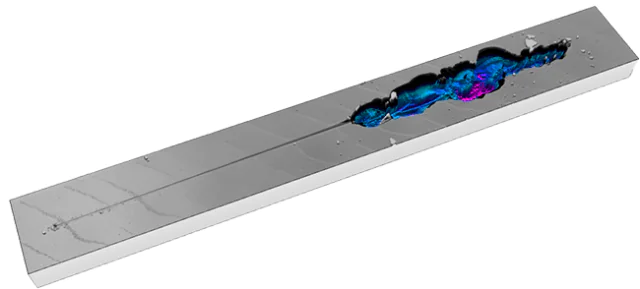
Scratch Resistance, Hardness, Adhesion
Quantifying the mechanical properties of various functional layers is very important for the glass and optical industry. Study scratch adhesion, scratch hardness, scratch resistance at nano and micro scale. In-line integrated nm resolution 3D profilometer images transparent surfaces and provides 3D stitched images to comprehensively and conclusively characterize the failures.
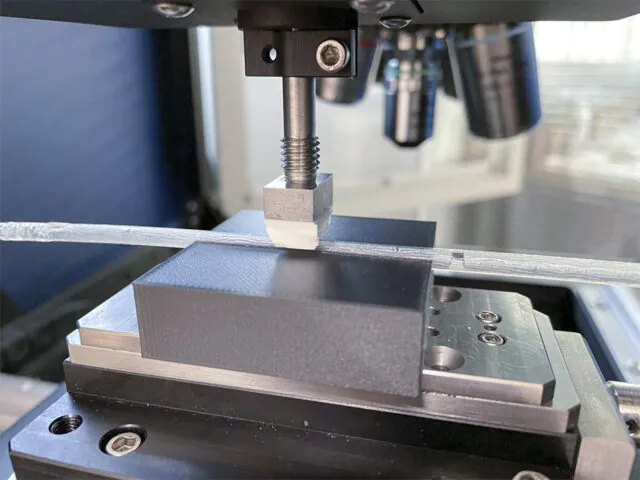
Tapping Torque Tester
The Rtec Instruments Tapping Torque Test System enables rapid screening of taps, metalworking fluids, coatings, implants, and machining processes. By measuring tapping torque under realistic cutting and forming conditions, it provides a fast and reliable evaluation of friction, lubrication, and tool performance for research and quality control.

Thermal Spray Coatings
Various thermal spray coatings for a wide range of engine transmission, steering, suspension, and several other components on automobile parts are used to reduce friction, wear, and corrosion. Rtec-Instruments offers solutions to measure thermal spray coating adhesion, friction, hardness, wear, durability, roughness, corrosion resistance, abrasion resistance, surface roughness and many more across a wide range of test conditions.
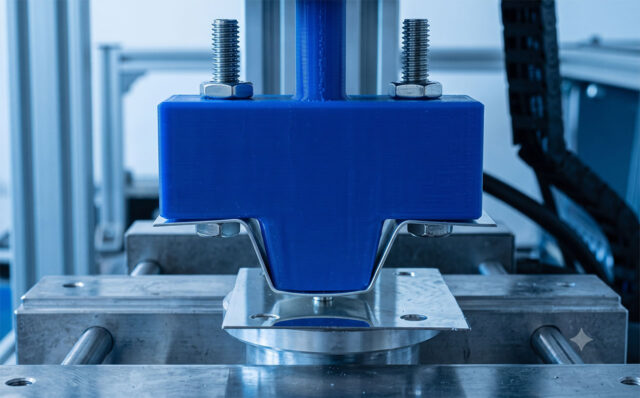
Tribology, Friction and Wear
Perform tribology, friction, wear, fretting, and much more under a wide testing load range from mN to 12,000N. Tribology tests available during a variety of controlled environmental conditions. Test automotive coatings, materials, components, bearings, wipers, wheels, brake, engine coatings, and self-healing coatings with ease.
