- Adhesion, Friction, Wear, Hardness
- -120 to 1200 °C
- Nano, Micro, Macro Load Range
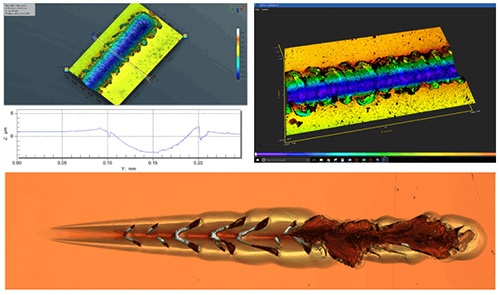
- In-line Integrated 3D Profilometer
Coating tribology testing is essential to reduce friction and test wear resistance. To research and develop coatings, the MFT series tribometer runs several coating tests on the same platform. Properties, such as scratch adhesion, wear, friction, hardness, and more, on same instrument.

